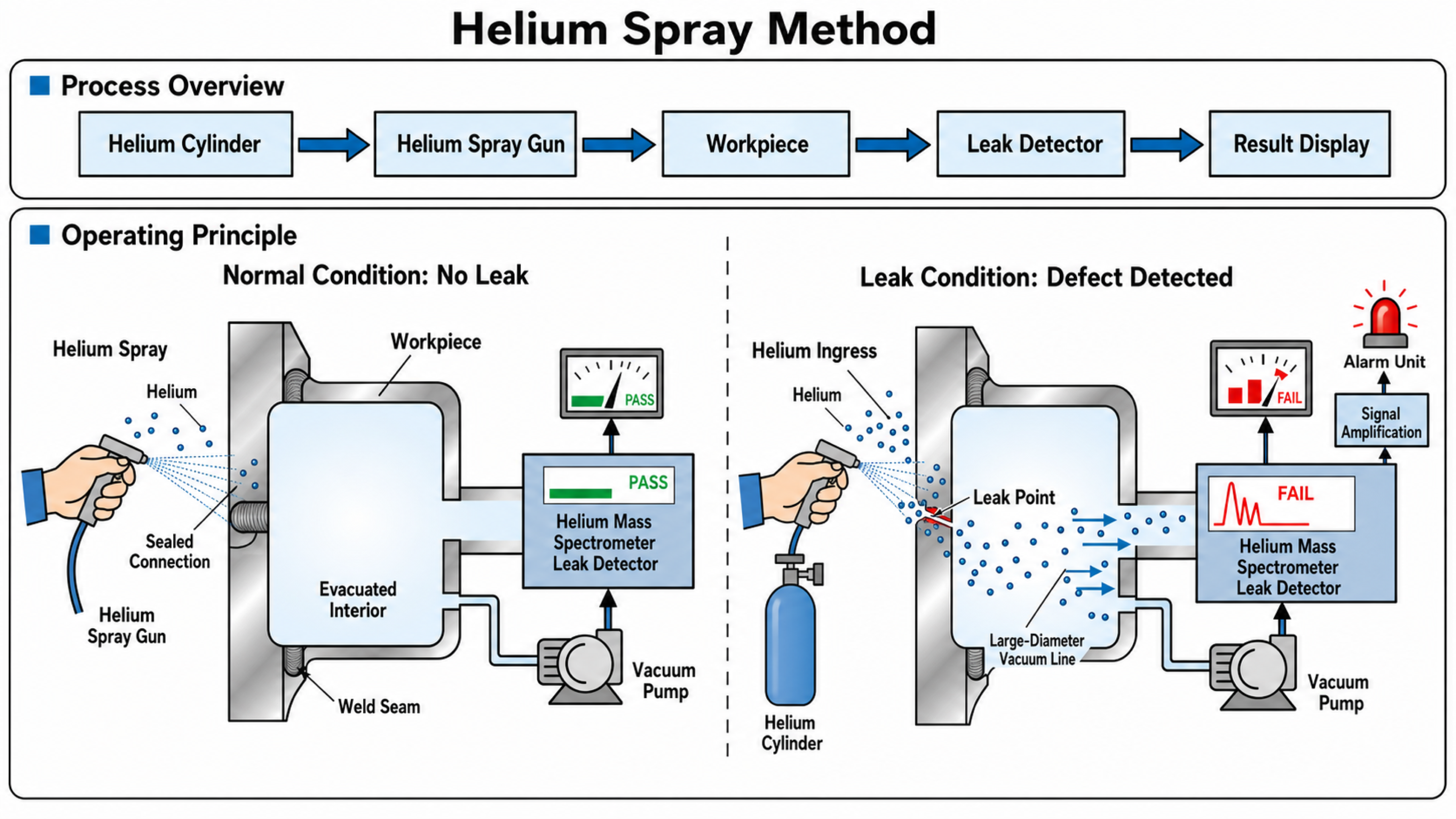
The helium spray method is a vacuum-side tracer gas technique for finding where a leak is located, not only whether a part leaks. The workpiece, vessel, pipe, or sealed assembly is connected to a helium mass spectrometer leak detector and evacuated. Helium is then sprayed onto suspected external surfaces. If a leak path exists, helium is pulled through the defect and detected by the instrument.
For potential customers, the method is valuable because it connects engineering evidence to practical repair decisions. Instead of replacing parts blindly, teams can test weld seams, flanges, threaded connections, brazed joints, seals, ports, and tooling interfaces in a controlled sequence and mark the locations that actually generate a detector response.
Need to localize leaks on your part?
Share your workpiece drawings, target leak rate, cycle time, and current leak-test problem. Wayeal can help choose between helium spray, sniffer, vacuum chamber, and integrated production testing.
Discuss Your Application